
La mise en place d’une usine de concassage de calcaire commence par une définition claire des exigences du projet, alignant les objectifs de production sur les besoins des utilisateurs finaux. En Algérie, où des carrières de calcaire comme celle de Aïn El Kebira dans la province de Sétif fournissent d’importantes ressources, les usines doivent équilibrer la capacité, la granulométrie du produit et la polyvalence d’application pour soutenir les initiatives nationales de développement.
Une usine de taille moyenne vise généralement 200 à 500 TPH afin de répondre aux besoins régionaux sans surcapitalisation. Cette plage permet de traiter les variations de matériau d’alimentation — les blocs de calcaire brut arrivant souvent en tailles de 0 à 850 mm après les opérations de dynamitage. Des capacités plus élevées, comme 500 TPH, conviennent aux projets orientés exportation ou à grande échelle.
La granulométrie des produits est dictée par les normes pour granulats, comme la norme EN 12620 pour les matériaux conformes aux standards européens, de plus en plus adoptés dans les projets algériens. Les spécifications courantes incluent :
Ces fractions assurent des formes cubiques pour un meilleur verrouillage, réduisant les vides dans les mélanges de 10 à 15 %. Le matériau surdimensionné (>25 mm) est recirculé, tandis que les fines (<0,063 mm) peuvent être valorisées comme poudre de calcaire pour la stabilisation des sols ou recyclées dans les remblaiements. Obtenir une granulométrie précise minimise le gaspillage — critique en Algérie, où les déchets de carrière posent déjà des problèmes d’élimination.
Le cœur de toute opération de concassage de calcaire est son flux de processus, une cascade séquentielle d’étapes de concassage, de criblage et de manutention des matériaux. Une usine bien conçue maximise le débit tout en produisant des granulats cubiques avec un faible indice de platitude (<15 %). Pour le contexte algérien, les conceptions intègrent la suppression de poussière (par exemple via des laveurs humides) pour respecter les normes environnementales et des concasseurs à percussion pour un façonnage supérieur, car les opérateurs locaux privilégient l’esthétique et les performances dans les exportations.
Le concassage primaire traite l’alimentation brute provenant des carrières, réduisant les blocs de 800–1 200 mm à 150–300 mm. Les options d’équipement incluent :
Concasseur à mâchoires : Préféré pour sa simplicité et sa maintenance réduite ; un modèle à bascule unique (ex. 1 200 x 1 000 mm) atteint 250–400 TPH avec un rapport de réduction de 1:6. Il résiste au calcaire abrasif, avec des garnitures en manganèse durables de 6 à 12 mois.
Concasseur gyratoire : Idéal pour des capacités plus élevées (jusqu’à 500 TPH) et un fonctionnement continu, offrant une réduction de 1:7–10 grâce au mouvement excentrique.
Les critères mettent l’accent sur une grande acceptation de l’alimentation, un débit élevé et la durabilité — les concasseurs à mâchoires dominent en Algérie en raison de leur rentabilité (installation ~500 000 $) et de leur facilité d’installation sur des sites isolés. Des grizzlies de précriblage éliminent les fines (>20 % dans le calcaire fracturé), augmentant l’efficacité de 15 %.
Cette étape affine la production primaire à 20–80 mm, en se concentrant sur la forme et le rendement. Les choix dépendent de la qualité du produit :
Concasseur à cône : Pour une réduction constante à haute capacité (rapport 1:3–4) ; les modèles à tête courte excellent en circuit fermé, produisant 200–400 TPH mais générant plus de poussière.
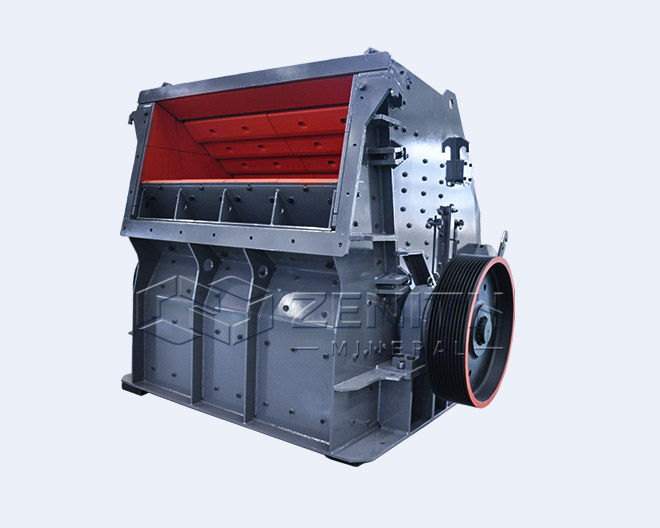
Concasseur à percussion : Les modèles à arbre horizontal (HSI) sont privilégiés en Algérie pour une cubification supérieure (platitude <10 %), idéale pour les granulats premium. Ils traitent bien le calcaire tendre, atteignant 250 TPH avec des marteaux réversibles pour une usure uniforme.
Les préférences algériennes s’orientent vers les concasseurs à percussion en raison du meilleur façonnage pour le béton, réduisant les besoins en liant de 5 à 8 %. L’automatisation via des capteurs de charge prévient les surcharges, prolongeant la durée de vie des garnitures à 1 000 heures.
Le criblage classe la production en fractions spécifiées, utilisant des cribles vibrants multi-étages (ex. 3–4 niveaux, 8 x 2 m). Les cribles à mouvement elliptique incliné traitent 300 TPH, avec des mailles en polyuréthane pour une longévité dans des environnements poussiéreux. Importance clé :
Précision de classement : Assure une conformité >95 % aux bandes de taille, recirculant le matériel hors spécification.
Contrôle de la poussière : Les conceptions fermées avec aspiration capturent 90 % des fines ; dans les conditions sèches de l’Algérie, les pulvérisations d’eau réduisent la poussière respirable <5 mg/m³.
Fiabilité : Les cribles modulaires en forme de banane traitent les alimentations à forte humidité, minimisant les arrêts (<2 % annuellement).
Les indicateurs d’efficacité visent un <5 % de matière résiduelle, avec des cribles de scalpage en amont pour protéger les concasseurs en aval.
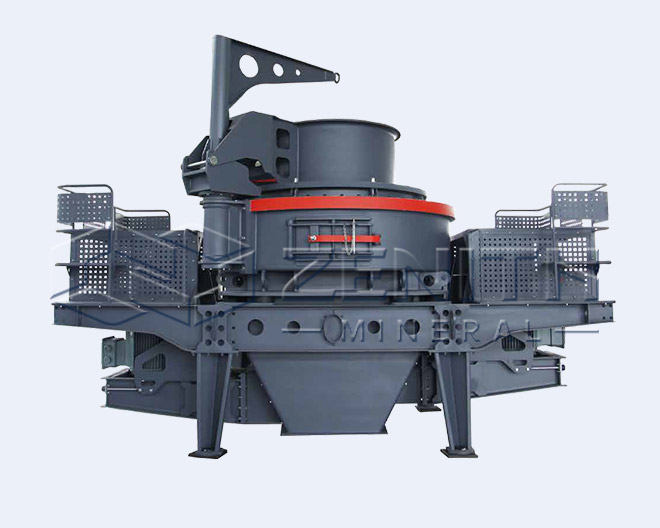
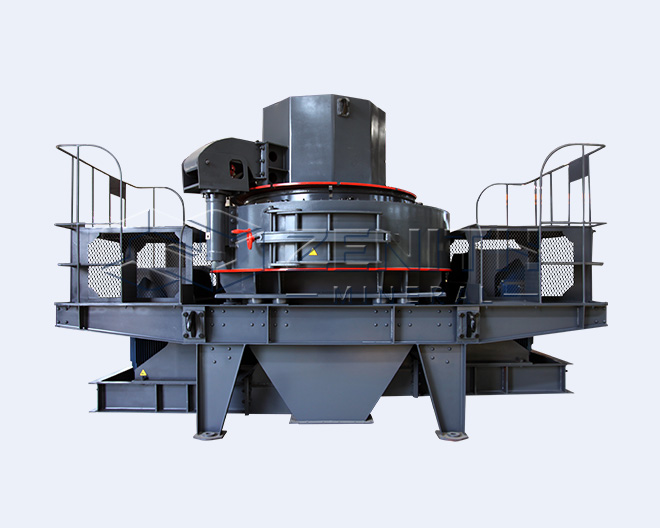
Pour les marchés exigeant du sable, les étapes tertiaires produisent du 0–5 mm à 100–200 TPH en utilisant des concasseurs à impact à arbre vertical (VSI). L’action centrifuge du rotor crée une cubification élevée (sphéricité >80 %), vitale pour le béton haute performance. En Algérie, les VSI sont optionnels mais en adoption croissante pour les projets urbains, intégrés au lavage de sable pour éliminer l’argile (<2 % d’humidité). Cette étape augmente le rendement des fines de 20 %, soutenant les additifs pour ciment.
Le transport des matériaux repose sur des convoyeurs à bande (largeur 800–1 200 mm, longueur totale 2–5 km) pour 300 TPH à 2 m/s. Les conceptions à goulottes avec couvercles préviennent les pertes, tandis que des séparateurs magnétiques éliminent les fers indésirables. La gestion des stockpiles utilise des empileurs radiaux pour des capacités de 50 000 tonnes, avec des bulldozers pour le mélange.
Inspirée par les opérations près de Sétif, cette configuration reflète la carrière de Aïn El Kebira, où le calcaire fracturé nécessite une intégration précise du dynamitage. Alimentation : roche dynamitée 0–800 mm.
Flux de processus : Alimentateur → Mâchoire → Cône (bypass pour gros blocs) → Crible → VSI (circuit fines) → Stockpiles. Puissance totale : 800 kW. Les sorties répondent aux besoins routiers/béton, produisant 2 400 tonnes/jour. Coût d’installation : ~2,5 millions $, ROI en 2–3 ans à 15 $/tonne. Contrôle de la poussière via laveurs 50 m³/h ; l’automatisation a réduit la main-d’œuvre de 20 %.
Dans une usine similaire fournie par Zenith au centre de l’Algérie, le débit a atteint 320 TPH après optimisation, le VSI améliorant le sable pour le mélange de ciment.
Inspirée d’un flux de 500 TPH colombien adapté aux ports algériens (ex. Annaba), cette configuration met l’accent sur la flexibilité.
Flux : Pré-criblage → Gyratoire → Cône → Cribles → boucle VSI → Empilement par bande (réseau 3 km). Dispose d’empileurs radiaux pour stockpiles de 100 000 tonnes et équilibrage de charge piloté par IA. Énergie : 1,2 MW, avec recirculation de 15 % de fines. Cette configuration soutient 10 800 tonnes/jour, ciblant des granulats conformes à l’UE. Cas parallèle à la production algérienne de 68 millions de tonnes, où la valorisation des déchets (fines dans sous-couches) réduit l’usage des décharges de 30 %.
Une étude de carrière à Sétif met en évidence la synergie dynamitage-concassage : les fractures optimisées ont réduit l’énergie primaire de 12 %, prouvant la viabilité des VSI tertiaires pour les marchés de sable.

Ce projet a été construit par ZENITH, qui a été utilisé pour concasser des galets afin de produire des agrégats de haute qualité (uti
Apprendre plus
Le client est principalement impliqué dans des projets de construction et est confronté à des sources d'achat de granulats instables, ce
Apprendre plus
En réponse à la demande du marché pour du sable manufacturé de haute qualité, ce client a décidé d'investir dans un projet de concas
Apprendre plus
Laissez votre message ici, nous vous enverrons immédiatement un e-mail.
Shanghai Zenith Société © 2000-2026 droit de copie.sitemap